


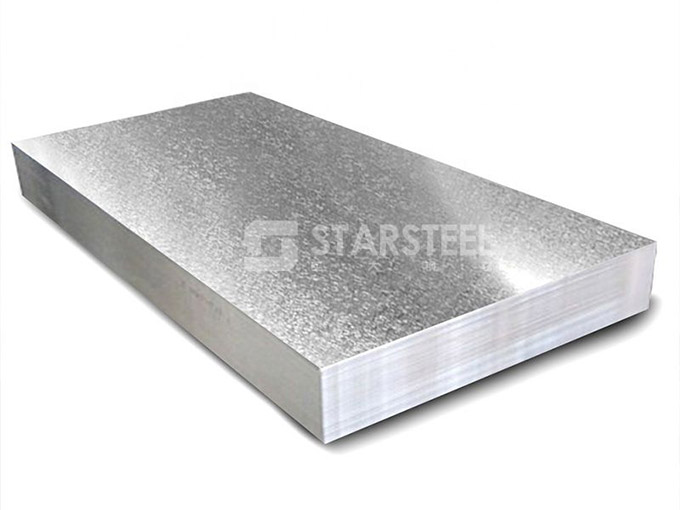
ಕಲಾಯಿ ಮಾಡಲಾಗಿದೆ
ಉತ್ಪನ್ನದ ಜೀವಿತಾವಧಿಯನ್ನು ವಿಸ್ತರಿಸುವ ಮತ್ತು ತುಕ್ಕು ತಡೆಯಲು ಸಹಾಯ ಮಾಡುವ ಝಿಂಕ್ ಲೇಪಿತ ಹಾಳೆ.ಹೆಚ್ಚಿನ ಶಾಖದ ಪ್ರತಿಫಲನ ಮತ್ತು ಆಕರ್ಷಕ ನೋಟದೊಂದಿಗೆ, ಇದು ಕೈಗಾರಿಕಾ ಕಟ್ಟಡಗಳು, ಸಿಲೋಗಳು, ಕೊಟ್ಟಿಗೆಗಳು, ಇತರ ಅನ್ವಯಿಕೆಗಳ ನಿರ್ಮಾಣಕ್ಕೆ ಸೂಕ್ತವಾಗಿದೆ. ಶಾಖವನ್ನು ಪ್ರತಿಬಿಂಬಿಸಲು ಕೊಡುಗೆ ನೀಡುತ್ತದೆ.
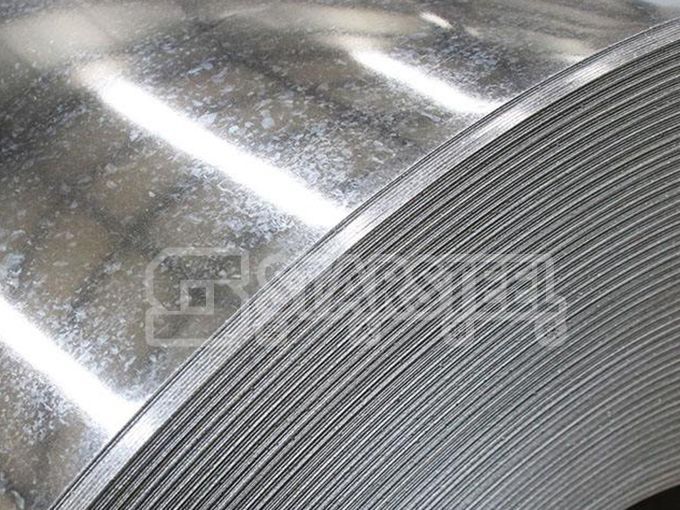
ಕಲಾಯಿ ಹಾಳೆ
ಸವೆತಕ್ಕೆ ಹೆಚ್ಚಿನ ಪ್ರತಿರೋಧವನ್ನು ಹೊಂದಿರುವ ಆಯತಾಕಾರದ ಸುಕ್ಕುಗಟ್ಟಿದ ಕಲಾಯಿ ಹಾಳೆ, ಛಾವಣಿಗಳು ಮತ್ತು ಕೈಗಾರಿಕಾ ಮುಂಭಾಗಗಳ ನಿರ್ಮಾಣಕ್ಕೆ ಸೂಕ್ತವಾಗಿದೆ.ಸುದೀರ್ಘ ಉಪಯುಕ್ತ ಜೀವನದೊಂದಿಗೆ, ಇದು ಆರ್ದ್ರ ವಾತಾವರಣಕ್ಕೆ ನಿರೋಧಕವಾಗಿದೆ ಮತ್ತು
ಗ್ಯಾಲ್ವನೈಸಿಂಗ್ ಉಕ್ಕಿನ ಸವೆತವನ್ನು ತಡೆಗಟ್ಟಲು ಆರ್ಥಿಕ ಮತ್ತು ಪರಿಣಾಮಕಾರಿ ವಿಧಾನವಾಗಿದೆ, ಮತ್ತು ಕಲಾಯಿ ಉಕ್ಕಿನ ದಪ್ಪವು ಸಾಮಾನ್ಯವಾಗಿ 0.35 ರಿಂದ 3 ಮಿ.ಮೀ.ಇಂಗ್ಲಿಷ್ "ಗ್ಯಾಲ್ವನೈಸಿಂಗ್" ಎಂದರೆ ಕಲಾಯಿ ಮಾಡಿದ ಪದರವು ಎಲೆಕ್ಟ್ರೋಕೆಮಿಕಲ್ ಆಗಿ ಸ್ಟೀಲ್ ಪ್ಲೇಟ್ ಅನ್ನು ರಕ್ಷಿಸುತ್ತದೆ.1742 ರಲ್ಲಿ, ಫ್ರೆಂಚ್ ಮೆಲೋಮನ್ (ಮೆಲೋಮಿನ್) ಹಾಟ್-ಡಿಪ್ ಗ್ಯಾಲ್ವನೈಸಿಂಗ್ ವಿಧಾನವನ್ನು ಯಶಸ್ವಿಯಾಗಿ ಅಧ್ಯಯನ ಮಾಡಿದರು.1836 ರಲ್ಲಿ, ಫ್ರೆಂಚ್ ಸೋರೆಲ್ (ಸೋರೆಲ್) ಕೈಗಾರಿಕಾ ಉತ್ಪಾದನೆಗೆ ಬಿಸಿ-ಡಿಪ್ ಗ್ಯಾಲ್ವನೈಸಿಂಗ್ ವಿಧಾನವನ್ನು ಅನ್ವಯಿಸಿತು.1837 ರಲ್ಲಿ, HW ಗ್ರಾಫೋರ್ಡ್ ಫ್ಲಕ್ಸ್ ವಿಧಾನದಿಂದ ಹಾಟ್-ಡಿಪ್ ಗ್ಯಾಲ್ವನೈಜಿಂಗ್ಗಾಗಿ ಪೇಟೆಂಟ್ ಪಡೆದರು.1935 ರಲ್ಲಿ, ಅಮೇರಿಕನ್ ಸೆಂಡ್ಜಿಮಿರ್ (ಟಿ. ಸೆಂಡ್ಜಿಮಿರ್) ಸ್ಟ್ರಿಪ್ ಸ್ಟೀಲ್ನ ನಿರಂತರ ಹಾಟ್-ಡಿಪ್ ಕಲಾಯಿ ಮಾಡಲು ರಕ್ಷಣಾತ್ಮಕ ಅನಿಲ ಕಡಿತ ವಿಧಾನವನ್ನು ಬಳಸಲು ಪ್ರಸ್ತಾಪಿಸಿದರು, ಇದನ್ನು ಸಾಮಾನ್ಯವಾಗಿ "ಸೆಂಡ್ಜಿಮಿರ್ ವಿಧಾನ" ಎಂದು ಕರೆಯಲಾಗುತ್ತದೆ.1937 ರಲ್ಲಿ, ಮೊದಲ ಸೆಂಡ್ಜಿಮಿರ್ ನಿರಂತರ ಹಾಟ್-ಡಿಪ್ ಗ್ಯಾಲ್ವನೈಸಿಂಗ್ ಲೈನ್ ಅನ್ನು ಯುನೈಟೆಡ್ ಸ್ಟೇಟ್ಸ್ನಲ್ಲಿ ನಿರ್ಮಿಸಲಾಯಿತು.ಚೀನಾ 1940 ರ ದಶಕದಲ್ಲಿ ಅನ್ಶಾನ್ನಲ್ಲಿ ಹಾಟ್-ಡಿಪ್ ಕಲಾಯಿ ಶೀಟ್ಗಳನ್ನು ಉತ್ಪಾದಿಸಲು ಪ್ರಾರಂಭಿಸಿತು ಮತ್ತು 1979 ರಲ್ಲಿ, ಸ್ಟ್ರಿಪ್ ಸ್ಟೀಲ್ಗಾಗಿ ಮೊದಲ ನಿರಂತರ ಹಾಟ್-ಡಿಪ್ ಗ್ಯಾಲ್ವನೈಸಿಂಗ್ ಲೈನ್ ಅನ್ನು ವುಹಾನ್ನಲ್ಲಿ ನಿರ್ಮಿಸಲಾಯಿತು.

ಹಾಟ್ ಡಿಪ್
ಹಾಟ್-ಡಿಪ್ ಗ್ಯಾಲ್ವನೈಸಿಂಗ್ ವಿಧಾನ ಮತ್ತು ಎಲೆಕ್ಟ್ರೋಪ್ಲೇಟಿಂಗ್ ವಿಧಾನದಲ್ಲಿ ಎರಡು ವಿಧಗಳಿವೆ.ಹಾಟ್-ಡಿಪ್ ಸತು ಪದರದ ದಪ್ಪವು ಸಾಮಾನ್ಯವಾಗಿ 60 ~ 300g/m2 (ಒಂದೇ ಬದಿ), ಇದು ಬಲವಾದ ತುಕ್ಕು ನಿರೋಧಕತೆಯ ಅಗತ್ಯವಿರುವ ಭಾಗಗಳಿಗೆ ಬಳಸಲಾಗುತ್ತದೆ.ಎಲೆಕ್ಟ್ರೋಪ್ಲೇಟೆಡ್ ಸತು ಪದರವು 10-50g/m2 (ಒಂದೇ ಬದಿ), ಇದನ್ನು ಹೆಚ್ಚಾಗಿ ಚಿತ್ರಿಸಿದ ಭಾಗಗಳಿಗೆ ಅಥವಾ ಹೆಚ್ಚಿನ ತುಕ್ಕು ನಿರೋಧಕತೆಯ ಅಗತ್ಯವಿಲ್ಲದ ಬಣ್ಣವಿಲ್ಲದ ಭಾಗಗಳಿಗೆ ಬಳಸಲಾಗುತ್ತದೆ.ಪೂರ್ವ-ಚಿಕಿತ್ಸೆ ವಿಧಾನದ ಪ್ರಕಾರ ಹಾಟ್-ಡಿಪ್ ವಿಧಾನವನ್ನು ಫ್ಲಕ್ಸ್ ವಿಧಾನ ಮತ್ತು ರಕ್ಷಣಾತ್ಮಕ ಅನಿಲ ಕಡಿತ ವಿಧಾನಗಳಾಗಿ ವಿಂಗಡಿಸಲಾಗಿದೆ.ಮೇಲ್ಮೈಯಲ್ಲಿನ ಆಕ್ಸೈಡ್ಗಳನ್ನು ತೆಗೆದುಹಾಕಲು ಅನೆಲ್ಡ್ ಸ್ಟೀಲ್ ಪ್ಲೇಟ್ ಅನ್ನು ಉಪ್ಪಿನಕಾಯಿ ಮಾಡುವುದು ಫ್ಲಕ್ಸ್ ವಿಧಾನವಾಗಿದೆ, ನಂತರ ZnCl2 ಮತ್ತು NH4Cl ಹೊಂದಿರುವ ಫ್ಲಕ್ಸ್ ಟ್ಯಾಂಕ್ ಮೂಲಕ ಹಾದುಹೋಗುತ್ತದೆ ಮತ್ತು ನಂತರ ಕಲಾಯಿ ಮಾಡಲು ಕರಗಿದ ಸತು ತೊಟ್ಟಿಯನ್ನು ನಮೂದಿಸಿ.ಸ್ಟ್ರಿಪ್ ಸ್ಟೀಲ್ನ ನಿರಂತರ ಹಾಟ್-ಡಿಪ್ ಕಲಾಯಿ ಮಾಡಲು ರಕ್ಷಣಾತ್ಮಕ ಅನಿಲ ಕಡಿತ ವಿಧಾನವನ್ನು ವ್ಯಾಪಕವಾಗಿ ಬಳಸಲಾಗುತ್ತದೆ.ಸ್ಟ್ರಿಪ್ ಸ್ಟೀಲ್ ಮೇಲ್ಮೈಯಲ್ಲಿ ಉಳಿದಿರುವ ತೈಲವನ್ನು ಸುಡಲು ಜ್ವಾಲೆಯ-ಬಿಸಿಮಾಡಿದ ಪೂರ್ವಭಾವಿ ಕುಲುಮೆಯ ಮೂಲಕ ಹಾದುಹೋಗುತ್ತದೆ ಮತ್ತು ಅದೇ ಸಮಯದಲ್ಲಿ, ಮೇಲ್ಮೈಯಲ್ಲಿ ಕಬ್ಬಿಣದ ಆಕ್ಸೈಡ್ ಫಿಲ್ಮ್ ರೂಪುಗೊಳ್ಳುತ್ತದೆ;ಸ್ಪಾಂಜ್ ಐರನ್.ಮೇಲ್ಮೈಯನ್ನು ಶುದ್ಧೀಕರಿಸಿದ ಮತ್ತು ಸಕ್ರಿಯಗೊಳಿಸಿದ ಸ್ಟ್ರಿಪ್ ಸ್ಟೀಲ್ ಅನ್ನು ಕರಗಿದ ಸತುವುಕ್ಕಿಂತ ಸ್ವಲ್ಪ ಹೆಚ್ಚಿನ ತಾಪಮಾನಕ್ಕೆ ತಂಪಾಗಿಸಿದ ನಂತರ, ಅದು 450-460 ° C ನಲ್ಲಿ ಸತುವು ಮಡಕೆಗೆ ಪ್ರವೇಶಿಸುತ್ತದೆ ಮತ್ತು ಸತು ಪದರದ ದಪ್ಪವನ್ನು ನಿಯಂತ್ರಿಸಲು ಗಾಳಿಯ ಚಾಕುವನ್ನು ಬಳಸುತ್ತದೆ.ಅಂತಿಮವಾಗಿ, ಬಿಳಿ ತುಕ್ಕು ನಿರೋಧಕತೆಯನ್ನು ಸುಧಾರಿಸಲು ಇದನ್ನು ಕ್ರೋಮೇಟ್ ದ್ರಾವಣದೊಂದಿಗೆ ನಿಷ್ಕ್ರಿಯಗೊಳಿಸಲಾಗುತ್ತದೆ.
ಎಲೆಕ್ಟ್ರೋಪ್ಲೇಟಿಂಗ್
ಬಳಸಿದ ಲೇಪನ ದ್ರಾವಣದ ಪ್ರಕಾರ, ಇದನ್ನು ಕ್ಷಾರೀಯ ವಿಧಾನ ಮತ್ತು ಆಮ್ಲ ವಿಧಾನ ಎಂದು ವಿಂಗಡಿಸಬಹುದು.ಕ್ಷಾರೀಯ ಲೇಪನ ದ್ರಾವಣವು ಹೆಚ್ಚಿನ ಬೆಲೆಯನ್ನು ಹೊಂದಿದೆ, ಪರಿಸರವನ್ನು ಕಲುಷಿತಗೊಳಿಸುತ್ತದೆ, ಕಡಿಮೆ ಉತ್ಪಾದನಾ ದಕ್ಷತೆ ಮತ್ತು ಕಳಪೆ ಲೇಪನ ಗುಣಮಟ್ಟ, ಆದ್ದರಿಂದ ಇದನ್ನು ವಾಸ್ತವವಾಗಿ ಬಳಸಲಾಗುವುದಿಲ್ಲ.ಆಮ್ಲ ಲೇಪನದ ದ್ರಾವಣದ ಮುಖ್ಯ ಅಂಶಗಳೆಂದರೆ ZnSO4·7H2O, NH4Cl ಮತ್ತು Al2(SO4)3·18H2O, ಇತ್ಯಾದಿ. ಶುದ್ಧ ಸತುವು ಆನೋಡ್ನಂತೆ ಮತ್ತು ಸ್ಟ್ರಿಪ್ ಸ್ಟೀಲ್ ಅನ್ನು ಕ್ಯಾಥೋಡ್ನಂತೆ, ಪ್ರಸ್ತುತದ ಕ್ರಿಯೆಯ ಅಡಿಯಲ್ಲಿ, ಸತು ಆನೋಡ್ ಪ್ಲೇಟ್ ಅನ್ನು ಕರಗಿಸಲಾಗುತ್ತದೆ. ಲೋಹಲೇಪ ದ್ರಾವಣಕ್ಕೆ Zn2+ ಆಗಿ, ಮತ್ತು Zn2+ ಅನ್ನು ಕ್ಯಾಥೋಡ್ನಲ್ಲಿ ಲೋಹೀಯ ಸತುವಿಗೆ ಇಳಿಸಲಾಗುತ್ತದೆ ಮತ್ತು ಸ್ಟ್ರಿಪ್ ಸ್ಟೀಲ್ನ ಮೇಲ್ಮೈಯಲ್ಲಿ ಠೇವಣಿ ಮಾಡಲಾಗುತ್ತದೆ.ಲೇಪನವನ್ನು ಫಾಸ್ಫೇಟ್ ಮತ್ತು ಕ್ರೋಮೇಟ್ನ ಮಿಶ್ರ ದ್ರಾವಣದಿಂದ ಸಂಸ್ಕರಿಸಲಾಗುತ್ತದೆ, ಇದು ಪೇಂಟ್ಬಿಲಿಟಿಯನ್ನು ಸುಧಾರಿಸುತ್ತದೆ ಮತ್ತು ಎಲೆಕ್ಟ್ರೋ-ಗ್ಯಾಲ್ವನೈಸ್ಡ್ ಸ್ಟೀಲ್ ಶೀಟ್ನ ಮೇಲ್ಮೈ ಪ್ರಕಾಶಮಾನವಾಗಿರುತ್ತದೆ ಮತ್ತು ಮೃದುವಾಗಿರುತ್ತದೆ, ಇದನ್ನು ಮುಖ್ಯವಾಗಿ ಹಿಂದೆ ಆಟೋಮೊಬೈಲ್ ಉದ್ಯಮದಲ್ಲಿ ಬಳಸಲಾಗುತ್ತಿತ್ತು.ಇತ್ತೀಚಿನ ವರ್ಷಗಳಲ್ಲಿ, ಅಪ್ಲಿಕೇಶನ್ ವ್ಯಾಪ್ತಿಯನ್ನು ವಿದ್ಯುತ್ ಉದ್ಯಮ ಮತ್ತು ಇತರ ಅಂಶಗಳಿಗೆ ವಿಸ್ತರಿಸಲಾಗಿದೆ, ಇದು ಎಲೆಕ್ಟ್ರೋ-ಗ್ಯಾಲ್ವನೈಸ್ಡ್ ಶೀಟ್ ಉದ್ಯಮದ ಅಭಿವೃದ್ಧಿಯನ್ನು ಉತ್ತೇಜಿಸಿದೆ.1970 ರ ದಶಕದಲ್ಲಿ, ಏಕ-ಬದಿಯ ಕಲಾಯಿ ಹಾಳೆಗಳನ್ನು ಸಹ ಅಭಿವೃದ್ಧಿಪಡಿಸಲಾಯಿತು.
ಪೋಸ್ಟ್ ಸಮಯ: ಮಾರ್ಚ್-10-2022


